

In grass root stage, if the energy system of a milk processing plant is properly planned with heat recovery options, a good amount of electricity (power) and steam can be saved.
Energy analysis of 2,000 litres per day is shown in nutshell – along with pinch point identification for minimum energy, with respect to heating and cooling load. Modern techniques are also discussed for energy efficient milk processing.
Objective of this article
Due to improper energy resource conservation planning, many dairy complexes consume more than optimum energy. Grass root level energy analysis, pinch point identification and timely incorporation of energy efficient equipments keep dairies energy efficient.
In this article, an attempt has been made for 2 lakh litres per day milk plant.
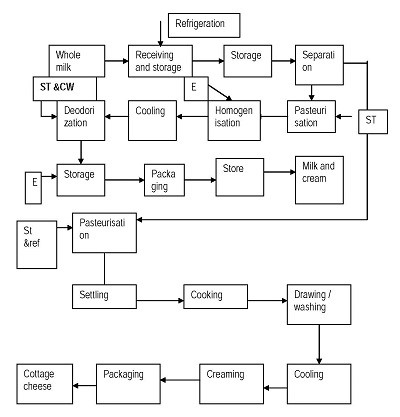
Fig 1: Flow diagram of a milk plant…
Flow diagram and process energy analysis
Energy analysis of two lakh litre milk plants per day.
A typical milk plant use
Both electricity and heat. Heat is used at different temperature from ten degrees to 121 degrees Celsius. Here, heating and cooling load are required.
In depth and accurate energy analysis at every process stage can yield some interesting integration areas.
Normally overlooked at grass root construction level, two lakh litres per day milk processing plant is taken for analysis.
Process integration
Many manufacturing industries use processes in which there are a large number of hot and cold streams, thus making the design of total heat recovery network more complicated affair with large network of heat exchangers to consider.
For many years, the approach to such network was either by thumb rule or, a systematic mathematical examination of all possible configurations to try to achieve the best layout. Both approaches led to good answers but neither claimed to generate optimum solutions because neither could identify the ideal amount of heat recovery.
Another approach to network design has been developed and gaining popularity in process – because of basic methods that allow the user to identify optimum heat recovery, and the arrangement of heat exchanger, which will achieve this recovery. This approach is named as Pinch technology.
The Pinch concept
Pinch analysis (or pinch technology) is a rigorous, structured approach that may be used to tackle a wide range of improvements related to process and site utility. This includes opportunities such as reducing operating costs, de-bottlenecking processes, improving efficiency, and reducing and planning capital investment. Major reasons for the success of Pinch analysis are the simplicity of the concepts behind the approach, and the impressive results it has obtained worldwide.
It analyses a commodity – principally energy (energy pinch), hydrogen (hydrogen pinch), or water (water pinch) – in terms of its quality and quantity, recognising the fact that the cost of using that commodity will be a function of both.
In general, we are using high-value utilities in our process and rejecting waste at a lower value. For example, if we consider energy, we may be burning expensive natural gas to provide the process with high temperatures heat, and are rejecting heat at low temperatures to cooling water or air. In the case of water, we feed pure water to our process and reject contaminated waste water to treatment plants.
For process gases, such as hydrogen, the expensive utility is the pure gas that is either produced on-site or imported. Pinch analysis now has an established track record in energy saving, water reduction, and hydrogen system optimisation. In all cases, the fundamental principle behind the approach is the ability to match individual demand for a commodity with a suitable supply. The suitability of the match depends on the quality required and the quality offered. In the context of utility management, the commodity may be heat, with its quality measured as temperature; or it may be water or hydrogen, the quality of which would be purity or pressure, for example.
By maximising the match between supplies and demands, we minimise the import of purchased utilities.
Energy analysis
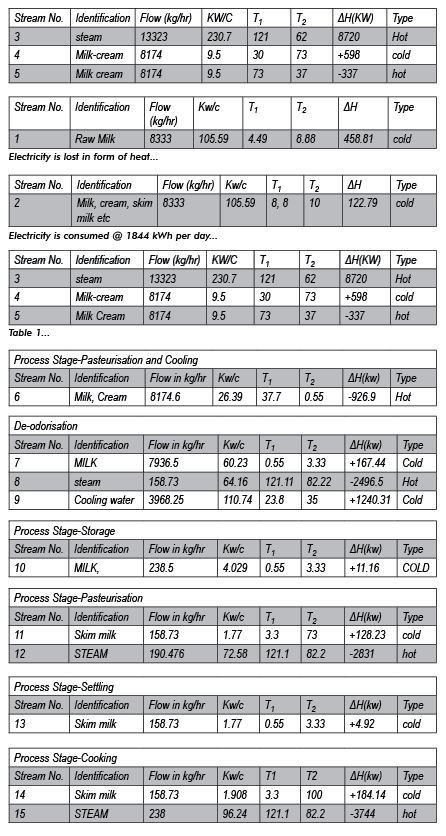
Pasteurisation: It is a process where milk and cream temperature is raised to 730C for a short while in order to destroy all bacteria, steam at 1210C is used as heating medium. Here, milk and cream at 100C is after sudden heating to 730C is cooled to 37.70C. This is illustrated in the tables around.
Settling
In the process of settling of skimmed milk, the temperature is gained from 0.550C to 3.330C, the heat gain is definitely loss since in next processing stage, the hthr summarises in table (Electricity is lost in form of heat…)
Separator
Here, by application of electricity, the milk is separated into skimmed milk & cream fraction. The overall heat transfer is represented as (Electricity is consumed @ 1844 kWh per day…)
Pasteurisation- 2nd stage: It is a process where milk and cream temperature is raised to 730C for a short while in order to destroy all bacteria, stream at 1210C is used as heating medium. Here, milk and cream at 100C is after sudden heating to 730C is cooled to 37.70C. This is illustrated as (Table 1). Here, condensate discharged at 820c is a loss. This loss is recoverable in the form of flash steam which can be used to generate hot water.
Homogenisation
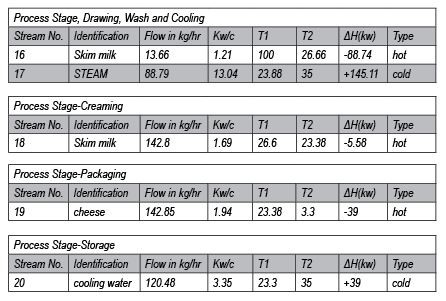
Milk is homogenised by constant stirring at a temperature of 370C; electrical power is used in mixing process. Other processes are pasteurisation, cooling deodorisation, drying etc.
At Pinch point when ΔT=0, minimum external cooling load is 0 kCal ΔT =100C below Pinch total cooling load is nil and heating load is 3.75 lakh kCal
The energy design below Pinch point, total external cooling load was 7568 kW, heat recovery network eliminated heat load of 691 kW plate heat exchangers can be used in addition of existing.
Pinched design:
Hot stream at pinch = 200c
Cold stream at pinch = 00c
Extl heating duty = 3.75 lakh Kilocalorie
Extl cooling duty = nil
Existing heating KCal demand: 239.682×1013 kcal
Pinched kCal demand -3.75×105 Kilocalorie
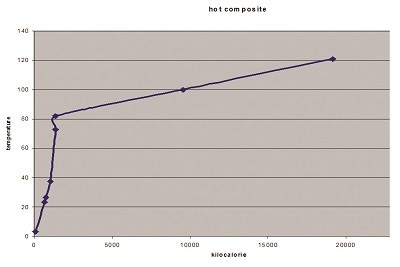
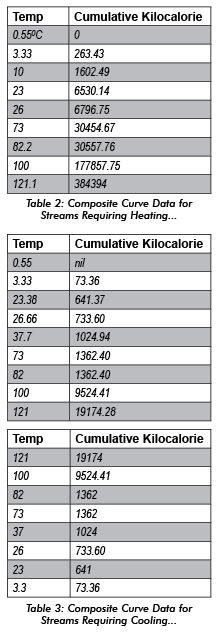
Fig 2: Hot composite curve…
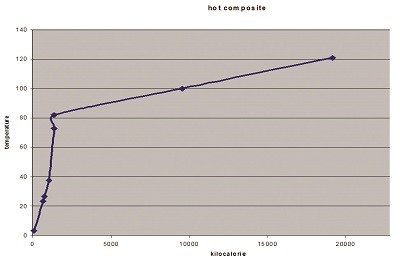
Fig 3: Cold composite curve…
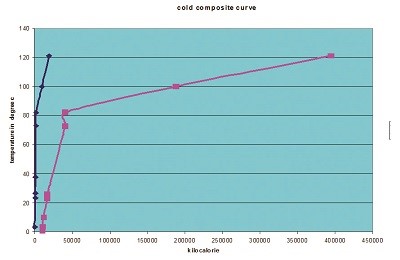
Fig 4: Hot and cold superimposed showing pinch…
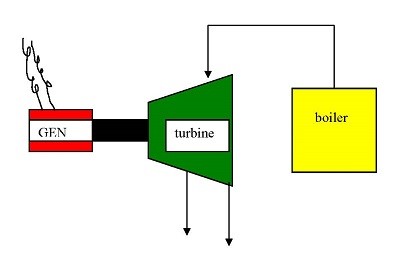
Fig 5: Sketch of cogeneration plant…
Option of cogeneration
In a 2 lakh litre/day dairy plant, the electrical load is 12093 kWh/day, and steam demand is 13920 kg/hr the elect: steam ratio is (12093 x 860 / 13920 x 662 x 24) or, 1:2, a oil fired boiler with back pressure turbine having extraction will reduce cost of production.
A simple system sketch is shown (Fig. 5). The initial investment will offset production cost of electricity and steam.
New energy efficient technologies
On-thermal pasteurisation methods: A key focus of the relevant new technologies for dairy processing is non-thermal methods for pasteurisation and bacterial control. Benefits of such technologies include reduced energy use and extended product shelf-life. Three potential pasteurisation technologies at varying stages of development are identified: micro filtration; high hydrostatic pressure; and electrical field effects.
Ultraviolet light non-thermal bacterial control: UV light systems are already commercialised for processes such as water disinfection in breweries, but are not used extensively in dairies. Although it is not directly applicable to milk streams, UV systems of different types are applicable to bacterial control for disinfection of whey and water, such as for recalculated water flows.
Vacuum superheated steam drying: This highly efficient drying method, allows for the reuse of recovered evaporation as useful steam. Vacuum operation is used to ensure adequately low operating temperature. The technology is commercially applied in Europe in other industries.
Pulsed drying systems: A number of such technologies have been developed, which can reduce energy inputs to drying operations. Some technologies have been commercialised, although not yet extensively applied to dairy processing’s Enzyme-based cleaners. The use of enzyme-based cleaners allows for a reduction of heating requirements for CIP operations. Enzyme – based cleaning chemicals are now being introduced into the market.
Just-in-time dairy concept: This concept from automobile industry is now in R&D stage by equipment manufacturers. It could reduce/eliminate raw and product storage, and reduce refrigeration requirements.
Energy efficient motor
The energy efficient motor reduces energy loss through improved design, better material & improved manufacturing techniques. Replacing a motor may be justifiable solely on electricity cost savings derived from an energy efficient replacement. This is true if the motor runs continuously.
Maximum demand controller
The consumers have to pay a maximum demand charges in addition to the usual charge for the number of units consumed. This charge is based on highest amount of power used during some period say 30 minutes, during metering month. The maximum demand charge often represents a large proportion of total bill. MD controller turns off non-essential load during high power use period.
Conclusion
Process integrations coupled with energy efficient devises use can reduce energy bill to bare minimum, at grass root level dairy establishment. A dairy should be located besides refinery, chemical plant where steam is a by-product.

If you want to share thoughts or feedback on this article, please leave a comment below.


















